Das allgemeine Konzept des Drucks
Manche erinnern sich vielleicht an die Definition von Druck aus dem Physikkurs. Druck ist ein numerischer Ausdruck der Wirkung eines Körpers auf einen Quadratmeter Oberfläche, der in Einheiten von „p“ (Pa) angegeben wird.
Die Berechnungsformel lautet wie folgt: p = F/A, wobei «F» die Kraft und «A» die Fläche ist. Die Gleichung kann etwas anders geschrieben werden: 1 Pa = 1N/m2 (N ist die Einheit Newton).
Die Bedeutung davon ist, dass der Druck pro Flächeneinheit mit zunehmender Kraft oder mit abnehmender Fläche steigt. Du solltest dir diese zwei Dinge merken, da wir später noch einmal darauf zurückkommen.
Es gibt viele Nuancen beim Schärfen und Anfänger machen Fehler. Übermäßiger Druck ist einer der häufigsten, ebenso wie zu wenig Zeit zum Schärfen, die Wahl des falschen Winkels, die Auswahl eines zu groben Schleifmittels und das Versäumnis, die Hygiene des Schleifmittels aufrechtzuerhalten.
Druck beim Schärfen
Schärfen als Prozess ist eine Reihe von Schritten, die darauf ausgelegt sind, einem Messer die Schneidfähigkeit zu verleihen, wenn es unbehandelt oder stumpf ist.
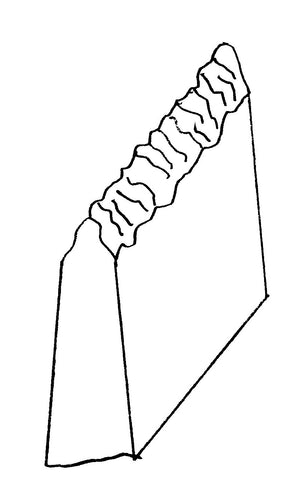
Bild. 1 Stumpfe Klinge
Beim Profilieren mit grobem Schleifmittel und Schärfen mit feinerem Schleifmittel kann das Entfernen von Metall Kratzer und Rillen hinterlassen.
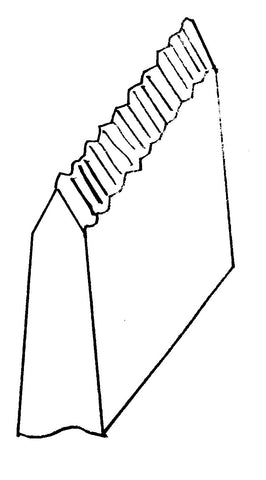
Bild. 2 Die Klinge nach dem Profilieren mit einem groben Schleifmittel.
Sie werden alle Unregelmäßigkeiten auf der Metalloberfläche in der nächsten Phase - der Endbearbeitung - ausgleichen und beheben.
Um genau zu verstehen, was auf der Schneidfläche passiert, wenn Sie beim Schärfen Druck ausüben, müssen Sie auf das Aussehen der Fase achten oder das Ergebnis mit einer Lupe mit hoher Vergrößerung überprüfen.
Beim Schärfen verursacht der Kontakt von Schleifmittel mit Stahl und der mechanische Einfluss aufgrund dynamischer Belastungen eine plastische Verformung in den Oberflächenschichten des Metalls. Mikrovolumen-Strukturveränderungen an der Oberfläche fester Objekte während des Kontakts stehen in engem Zusammenhang. Man könnte auch sagen, dass sich das Schleifmittel und der Klingenstahl aneinander anpassen. Für jedes der Materialien gibt es einen akzeptablen Belastungsbereich.
Die Kompatibilität eines bestimmten Schleifmittels mit einem bestimmten Stahltyp erkennt man daran, wie sie zusammenarbeiten. Das bedeutet, dass die Schleifstange eine bestimmte Menge Stahl abträgt, gefolgt von einem bestimmten Klang und taktilen Rückmeldung, die Sie bei manuellem Schärfen an der Klinge spüren können. Wenn Sie einen Schärfer verwenden, spüren Sie dies durch den Schleifhalter bis in Ihre Hand.
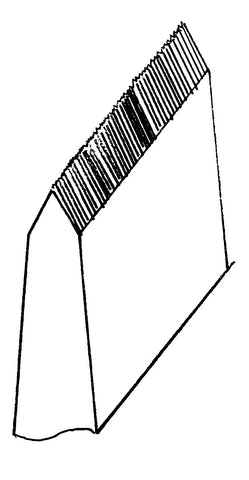
Bild. 3 Klinge nach dem Schärfen mit einem feineren Schleifstein
Im besten Fall sollte das Schleifmittel den Stahl allmählich und vorsichtig ohne Stöße abtragen. Das ist es, was eine richtige Schleifmittelkompatibilität mit Stahl bedeutet. Das nennt man Schärfen. Wenn der Schleifstein in Zukunft zu rutschen beginnt, müssen Sie seine Oberfläche auffrischen oder den gesamten Stein austauschen.
Bild. 4 Klinge nach der Endbearbeitung
Bei weiterer Endbearbeitung wird die Stahloberfläche auf Mikroebene härter und weniger duktil. Übermäßige Härtung kann dazu führen, dass Partikel von der Metalloberfläche abgelöst werden, und bei zu viel Druck kann dies unerwünschte Kratzer verursachen und die Schneide weiter beschädigen.
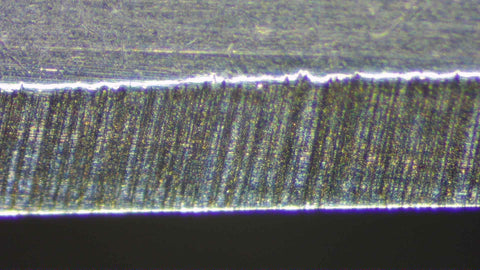
Bild. 5 Ungleichmäßige Kratzer
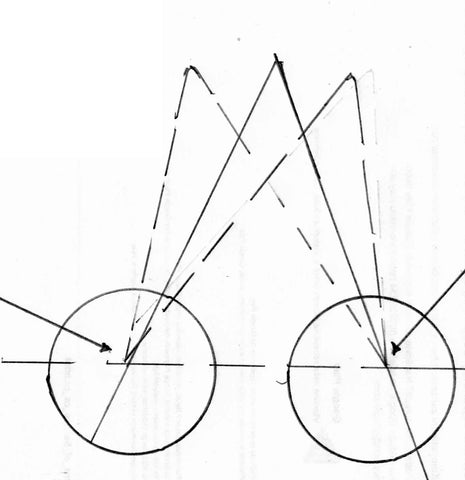
Beispiel: Das Gewicht und der Druck der Stange am Kontaktpunkt pro Quadratmillimeter auf der flachen Klingenfläche sind geringer als im Bauchbereich, daher müssen Sie besonders vorsichtig in der Endbearbeitungsphase sein.
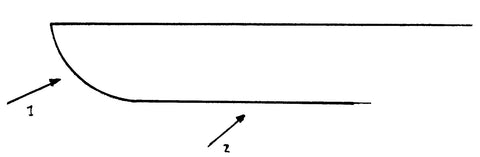
Bild. 6 Bereiche mit unterschiedlichem Druck auf der Schneide: 1 - Bauchbereich mit hohem Druck und 2 – Klingenfläche mit geringerem Druck
Die festwinkelgeführten Schleifgeräte üben im Vergleich zum Handschärfen einen viel geringeren Druck aus, sodass Sie nur den Schleifhalter halten und bewegen müssen, während der Stein arbeitet.
Mechanische Auswirkung von übermäßigem Druck auf Sekundärfase und Schneide
Der erhöhte Druck führt dazu, dass Metallpartikel an der Oberfläche des Schleifsteins haften bleiben und seine Poren füllen, was zu Verstopfungen und einem spürbaren Effizienzverlust des Schleifsteins führt.

Bild 7 Verstopfter Schleifstein
Darüber hinaus können Schleifkörner in die Oberflächenschicht des Metalls der Klinge eindringen, was zu deren Zerstörung führen kann.
Übermäßiger Druck, wenn Sie ein zu grobes Schleifmittel für die Anfangsstufen verwenden, kann zu tiefen einzelnen Kratzern oder Rillen führen, die oft schwer mit einem feineren Schleifmittel zu entfernen sind und nach dem Schärfen zu Absplitterungen oder Grubenbildung führen können. Der Grund dafür ist, dass bei manchen Stählen die Karbide so weit auseinander liegen, dass sie von den Schleifkörnern abgetragen werden.
Außerdem finden Sie einen Grat, und durch dessen Entfernung während der Schneidkantenvorbereitung kann die Kante absplittern.
Selbst wenn Sie den Grat entfernt haben, kann zu hoher Druck oder eine Erhöhung des Winkels dazu führen, dass die Spitze der Schneide sich zur einen oder anderen Seite neigt.

Bild 8 Druckpunkt auf Mikroebene: 8.1 Punkt des seitlichen Aufpralls, 8.2 Mögliche Veränderung
Absplitterungen und Mikrorisse können zu Korrosion führen, da es keinen vollständig rostfreien Stahl gibt.
Die abrasive Einwirkung auf Stahl, einschließlich des Schärfens, wandelt die Einwirkung in Wärmeenergie um, die in größerem Maße auf die Klinge übertragen wird, da Metall ein besserer Wärmeleiter ist als der Schleifstein.
Temperatur- und chemische Einwirkung auf Stahl bei zu hohem Druck
Wenn Sie den Druck auf das Schleifmittel auf einer kleinen Kontaktfläche erhöhen, steigen die Temperatur der Klinge und des Schleifmittels, und die Schleifkraft des Schleifsteins nimmt ab. Hier können Sie zwei Arten von Temperatureinflüssen als Folge eines solchen Kontakts unterscheiden:
-
Kontakttemperatur und
-
Erhitzungstemperatur der Sekundärfase und der Schneidkantenflächen
Das Schlimmste, was Sie einer Messerklinge antun können, ist das Schärfen mit einem Bandschleifer. Obwohl praktisch kein Druck ausgeübt wird, entsteht eine anhaltende Reibung, die die Temperatur der Messerklinge erhöht. Wenn Sie Funken sehen können, können Sie sicher sein, dass die Temperatur dieser Partikel etwa 10000 °C oder höher beträgt. Dies kann zu einer differenzierten Anlasstemperierung des Stahls führen, da die Wärme auf einen dünneren Teil der Klinge an der Schneide übertragen wird, was nicht nur für Schnellarbeitsstähle kritisch ist. Der Einsatz spezieller Kühlgeräte und das Einstellen niedriger Geschwindigkeiten machen das Schärfen mit einem Schleifer relativ einfach, erfordern jedoch zusätzliche Kosten und Erfahrung seitens des Benutzers.
Es ist schwierig, diese beiden Faktoren zu Hause genau zu messen und aufzuzeichnen. Der Kontaktpunkt mit dem Fasenwinkel zu Beginn der Arbeit ist so klein, dass es keine Geräte gibt, die dies wirklich messen können. Bei jedem Schleifmittel können beim Kontakt mit Stahl winzige Funken entstehen, deren Spitzenwerte ziemlich hoch sind.
Theoretisch ist die Überprüfung der Temperatur der Sekundärfasen relevanter für zyklisches Schärfen, zum Beispiel mit einem elektrischen Küchenschärfer. Haushaltslaserthermometer sind jedoch nicht mit einem hochkonzentrierten Lichtstrahl ausgestattet, und die Klinge verliert während der Zeit, die der Laserstrahl benötigt, um die Sekundärfase zu erreichen, an Temperatur, sodass keine genaue Temperatur an der Schneide selbst gemessen wird.
Wir sprechen nicht davon, dass die Klinge lange Zeit auf Anlasstemperatur bleibt oder diese Temperatur überhaupt erreicht, aber hohe Temperaturen können die Schleifpartikel dabei unterstützen, in die Oberfläche des Facettenwinkels einzudringen und/oder die chemischen Prozesse auf der Stahloberfläche beeinflussen. Einige Metalle können bei hohen Temperaturen Karbidoxide bilden, was wiederum zu verringerter Stabilität und Verschleiß führen kann.
Zum Beispiel kann die Bildung von Wolfram- und Kobaltoxiden bei einer Temperatur von etwa 500 °C auftreten, und die Reaktion mit Säuren und Laugen sogar bei einer niedrigeren Temperatur von etwa 90 °C.
Um eine übermäßige Erwärmung der Klinge zu vermeiden und die Schleifeigenschaften des Schärfsteins zu verbessern, ist es notwendig, während des Schärfens Kühlflüssigkeiten zu verwenden, die Sie je nach Art des Schleifmittels und des Stahls der Messerklinge auswählen sollten.
Was die Schleifmittel betrifft, müssen Sie je nach Erfahrung die richtige Härte und Porosität des Steins auswählen.
Fazit
Es gibt verschiedene mechanische und thermische Phänomene, die die Qualität der Oberfläche einer Messerklinge während des Schärfens erheblich beeinflussen.
Durch übermäßigen Druck und zunehmende Reibungskräfte, besonders bei kleinem Kontaktpunkt, kann sich die Duktilität des Stahls durch steigende Temperatur verändern, was zu Verformungen, Ausbrüchen und Graten an der Schneide führt.
Aber die entscheidende Frage ist, wie viel Druck beim Schärfen eines Messers angewendet werden sollte.
Der Druck auf die Schneide beim Schärfen des Messers muss angemessen sein, denn ohne Druck findet kein Schärfen statt.
Unabhängig vom Druck sollte der Stein je nach Zustand Ergebnisse liefern.
Schärfen verbirgt viele verschiedene Aspekte und Nuancen, und deshalb sollten Sie eigene Schärfexperimente durchführen, um Erfahrung zu sammeln, die Ihnen hilft, in Zukunft die richtigen Entscheidungen zu treffen und die richtige Schärftechnik zu befolgen.
Druck ist auch einer der wichtigen Nuancen beim Schärfen mit geführten manuellen Schärfsystemen, wie TSPROF Pioneer. Dieser Schärfer wird aus einem einzigen Block aus 7075 T6 Flugzeugaluminium gefräst und wird mit 5 Diamantplatten geliefert, bereit, Ihre Messer rasiermesserscharf zu machen. Erleben Sie professionelles Schärfen mit TSPROF.