Le concept général de pression
Certains se souviennent peut-être de la définition de la pression donnée en cours de physique. La pression est l'expression numérique de l'effet d'un corps sur une surface d'un mètre carré, exprimée en « p » (Pa).
La formule de calcul s'écrit ainsi : p = F/A, où « F » est la force et « A » l'aire. L'équation peut s'écrire différemment : 1 Pa = 1 N/m² ( N est l'unité de Newton).
Cela signifie que la pression par unité de surface augmente avec la force ou la surface. Gardez ces deux points à l'esprit, car nous y reviendrons.
L'affûtage présente de nombreuses nuances et les débutants commettent des erreurs. Une pression excessive est l'une des plus courantes, tout comme un manque de temps d'affûtage, un mauvais angle, un abrasif trop grossier et un manque d'hygiène.
Pression lors de l'affûtage
L'affûtage en tant que processus est un ensemble d'étapes conçues pour donner à un couteau la capacité de couper s'il n'est pas traité ou émoussé.
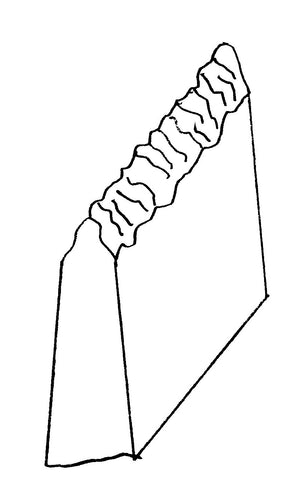
Image. 1 Lame émoussée
Lors du profilage avec un abrasif grossier et de l'affûtage avec un abrasif plus fin, l'enlèvement de métal peut laisser des rayures et des rainures.
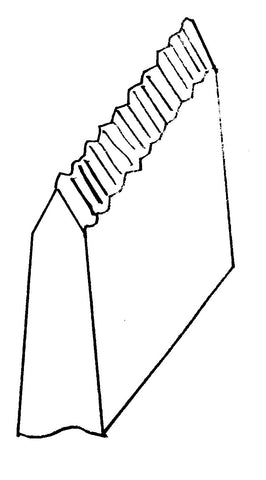
Image. 2 La lame après profilage avec un abrasif grossier.
Vous redresserez et corrigerez toutes les irrégularités de la surface métallique lors de l'étape suivante : la finition.
Pour comprendre exactement ce qui se passe sur la surface de coupe lorsque vous exercez une pression pendant l'affûtage, vous devez faire attention à l'apparence du biseau ou vérifier le résultat avec une loupe avec un facteur de grossissement important.
Lors de l'affûtage, le contact de l'abrasif avec l'acier et les chocs mécaniques provoquent une déformation plastique des couches superficielles du métal sous l'effet des charges dynamiques. Les modifications structurelles microvolumiques à la surface des objets solides lors du contact sont étroitement liées. On pourrait également dire que l'abrasif et l'acier de la lame s'adaptent l'un à l'autre. Il existe une plage de charges acceptable pour chaque matériau.
La compatibilité d'un abrasif avec un type d'acier particulier peut être déterminée en observant leur interaction. Autrement dit, la barre abrasive enlève une certaine quantité d'acier, ce qui produit une réponse sonore et tactile perceptible sur la lame du couteau lors de l'affûtage manuel. Si vous utilisez un aiguiseur, vous sentirez cette réaction traverser le porte-abrasif et pénétrer dans votre main.
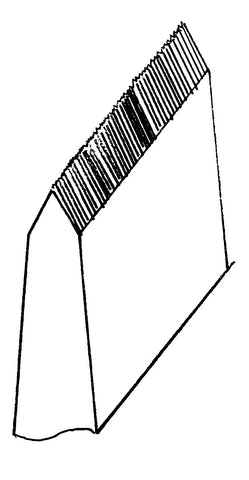
Image. 3 Lame après affûtage avec une pierre à aiguiser abrasive plus fine
Dans le meilleur des cas, l'abrasif doit éliminer l'acier progressivement et délicatement, sans à-coups. C'est ce qu'implique une bonne compatibilité entre l'abrasif et l'acier. C'est ce qu'on appelle l'affûtage. Si la pierre à aiguiser commence à glisser, il faudra la rafraîchir ou la remplacer entièrement.
Image. 4 Lame après finition
Avec une finition plus poussée, la surface de l'acier devient plus dure et moins ductile au niveau microscopique. Un durcissement excessif peut entraîner le décollement des particules de la surface métallique et, sous une pression excessive, provoquer des rayures indésirables et une destruction supplémentaire du tranchant.
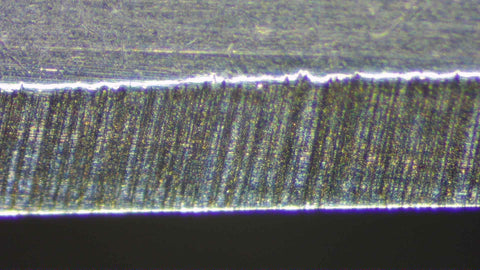
Image. 5 Rayures inégales
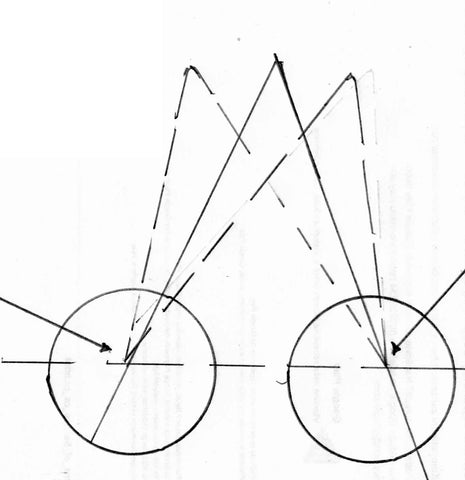
Exemple : le poids et la pression de la barre au point de contact par millimètre carré sur la zone plane de la lame sont inférieurs à ceux sur le ventre, il faut donc être particulièrement prudent lors de la phase de finition.
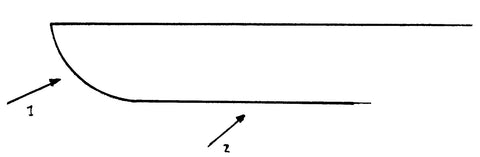
Image. 6 zones de pression différente sur le tranchant : 1 - zone ventrale avec une pression élevée et 2 - lame plate avec une pression plus faible
Les affûteurs guidés à angle fixe ont une pression beaucoup plus faible que l'affûtage manuel, vous n'avez donc besoin que de tenir et de déplacer le support abrasif pendant que la pierre fonctionne.
Impact mécanique d'une pression excessive sur les biseaux secondaires et le tranchant
La pression accrue provoque l'adhérence des particules métalliques à la surface de la barre abrasive et le remplissage de ses pores, ce qui entraîne un colmatage et une perte notable d'efficacité de la pierre à aiguiser.

Image. 7 Pierre à aiguiser obstruée
De plus, les grains abrasifs peuvent pénétrer dans la couche superficielle du métal de la lame, ce qui peut entraîner sa destruction.
Une pression excessive, si vous utilisez un abrasif trop grossier pour les premières étapes, peut entraîner des rayures ou des rainures profondes et singulières, souvent difficiles à éliminer avec un abrasif plus fin, et pouvant entraîner des écaillages ou des piqûres après l'affûtage. En effet, dans certains aciers, les carbures sont si espacés qu'ils sont usés par les grains abrasifs.
En outre, vous constaterez une bavure qui se soulève et qui, en raison de son élimination lors de l'étape de préparation du tranchant, peut s'écailler.
Même si vous avez retiré la bavure, appliquer trop de pression ou augmenter l'angle peut faire pencher le sommet du tranchant d'un côté ou de l'autre.

Image 8 Point de pression au niveau micro : 8.1 Point d'impact latéral, 8.2 Changement possible
Les éclats et les microfissures peuvent entraîner de la corrosion, car il n’existe pas d’acier entièrement inoxydable.
L'impact abrasif sur l'acier, y compris l'affûtage, convertit l'impact en énergie thermique, qui est transférée à la lame dans une plus grande mesure, car le métal est un meilleur conducteur de chaleur que la barre abrasive.
Température et impact chimique sur l'acier lorsqu'il y a trop de pression
Lorsque l'on augmente la pression de l'abrasif sur une petite surface de contact, la température de la lame et de l'abrasif augmente, tandis que la force abrasive de la pierre à aiguiser diminue. On distingue ici deux types d'impacts thermiques résultant de ce contact :
-
température de contact et
-
température de chauffage des surfaces du biseau secondaire et du tranchant
La pire chose à faire pour une lame de couteau est de l'affûter avec une meuleuse à bande. Bien qu'il n'y ait pratiquement aucune pression, la friction prolongée augmente la température de la lame. Si vous voyez des étincelles, vous pouvez être sûr que la température de ces particules est d'environ 10 000 °C ou plus. Cela peut provoquer un revenu différentiel de l'acier, car la chaleur se transfère vers une partie plus fine de la lame, au niveau du tranchant, ce qui n'est pas critique uniquement pour les aciers rapides. L'utilisation d'un équipement de refroidissement spécial et le réglage de faibles vitesses facilitent l'affûtage avec une meuleuse, mais nécessitent des coûts supplémentaires et une certaine expérience de la part de l'utilisateur.
Il est difficile de mesurer et d'enregistrer précisément ces deux facteurs à la maison. Le point de contact avec le biseau au début du travail est si petit qu'il n'existe aucun appareil capable de le mesurer avec précision. Avec tout abrasif, de minuscules étincelles peuvent se former au contact de l'acier, et leurs valeurs maximales sont assez élevées.
Théoriquement, la vérification de la température des biseaux secondaires est plus pertinente pour l'affûtage cyclique, par exemple avec un aiguiseur électrique de cuisine. Cependant, les thermomètres laser domestiques ne sont pas équipés d'un faisceau lumineux hautement concentré ; la lame perd de la température pendant que le faisceau laser atteint le biseau secondaire, ce qui ne permet pas de mesurer précisément la température du tranchant.
Il ne s'agit pas de maintenir la lame à la température de revenu pendant une longue période, ni même de l'atteindre, mais des températures élevées peuvent favoriser la pénétration des particules abrasives dans la surface du biseau et/ou affecter les processus chimiques à la surface de l'acier. Certains métaux peuvent former des oxydes de carbure à haute température, ce qui peut entraîner une diminution de la stabilité et de l'usure.
Par exemple, la formation d'oxyde de tungstène et de cobalt peut se produire à une température d'environ 5 000 °C, et la réaction avec les acides et les alcalis même à une température plus basse d'environ 900 °C.
Pour éviter un échauffement excessif de la lame et améliorer les propriétés abrasives de la pierre à aiguiser, il est nécessaire d'utiliser des liquides de refroidissement lors de l'affûtage, que vous devez choisir en fonction du type d'abrasif et d'acier de la lame du couteau.
En termes d'abrasifs, vous devez choisir la bonne dureté et la bonne porosité de la pierre en fonction de votre expérience.
Conclusions
Il existe divers phénomènes mécaniques et thermiques qui affectent sérieusement la qualité de la surface d'une lame de couteau lors de l'affûtage.
En raison d'une pression excessive et de forces de frottement croissantes, en particulier avec un petit point de contact, la ductilité de l'acier peut changer en raison de l'augmentation de la température, entraînant une déformation, un écaillage et des piqûres du tranchant.
Mais la question clé est de savoir quelle pression appliquer lors de l’affûtage d’un couteau.
La pression sur le tranchant lors de l'affûtage du couteau doit être adéquate, car sans pression il n'y aura pas d'affûtage.
Quelle que soit la pression, la pierre devrait produire des résultats en fonction de son état.
L'affûtage cache de nombreux aspects et nuances différents, et vous devez donc faire vos propres expériences d'affûtage pour acquérir de l'expérience, ce qui vous aidera à prendre les bonnes décisions à l'avenir et à suivre la bonne technique d'affûtage.
La pression est également un facteur important lors de l'affûtage avec des systèmes d'affûtage manuel guidé, comme le TSPROF Pioneer . Cet affûteur est usiné dans un seul bloc d'aluminium 7075 T6 de qualité aéronautique et est livré avec 5 plaques diamantées, prêtes à affûter vos couteaux comme un rasoir. Faites l'expérience d'un affûtage professionnel avec TSPROF.